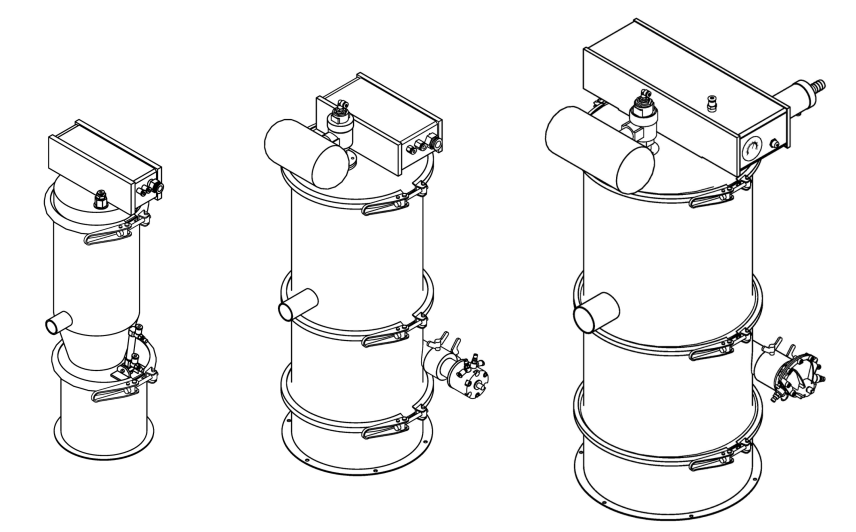
QVC Series Pneumatic Vacuum Conveyer
Prinsipyo sa Paggawa
Ang vacuum feeder ay isang vacuum feeding machine sa pamamagitan ng paggamit ng pneumatic vacuum pump bilang vacuum source.Gamit ang vacuum feeder na ito, ang mga materyales ay maaaring direktang maihatid mula sa lalagyan patungo sa mixer, reactor, silo, tablet machine, packing machine, vibration sieve, granulator, capsule filling machine, wet granulator, dry granulator at disintegrator.Ang paggamit ng feeder na ito ay maaaring gumaan ang lakas ng paggawa ng mga manggagawa, matigil ang polusyon sa pulbos at matiyak na ang proseso ng produksyon ay nakakatugon sa mga kinakailangan ng GMP.
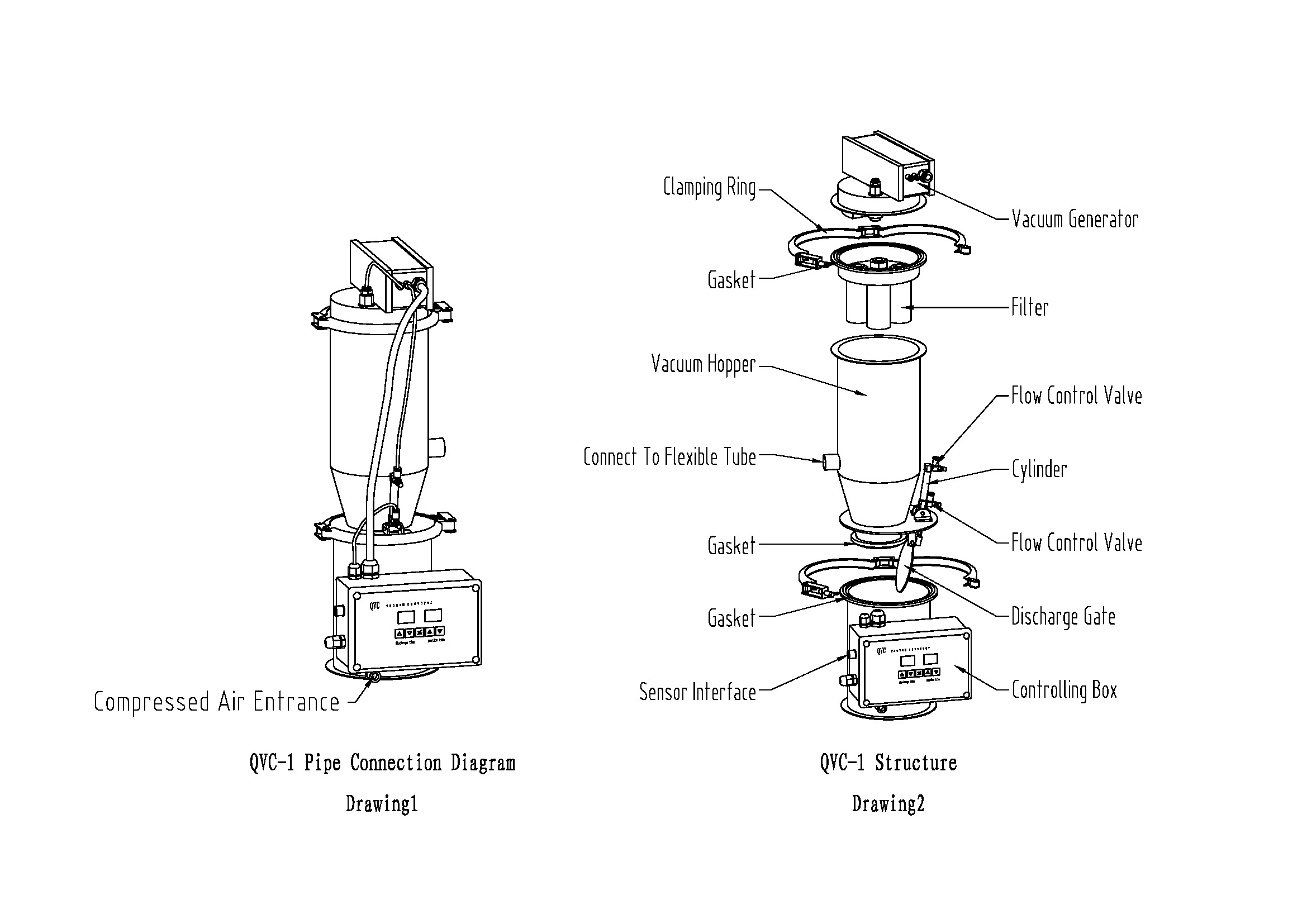
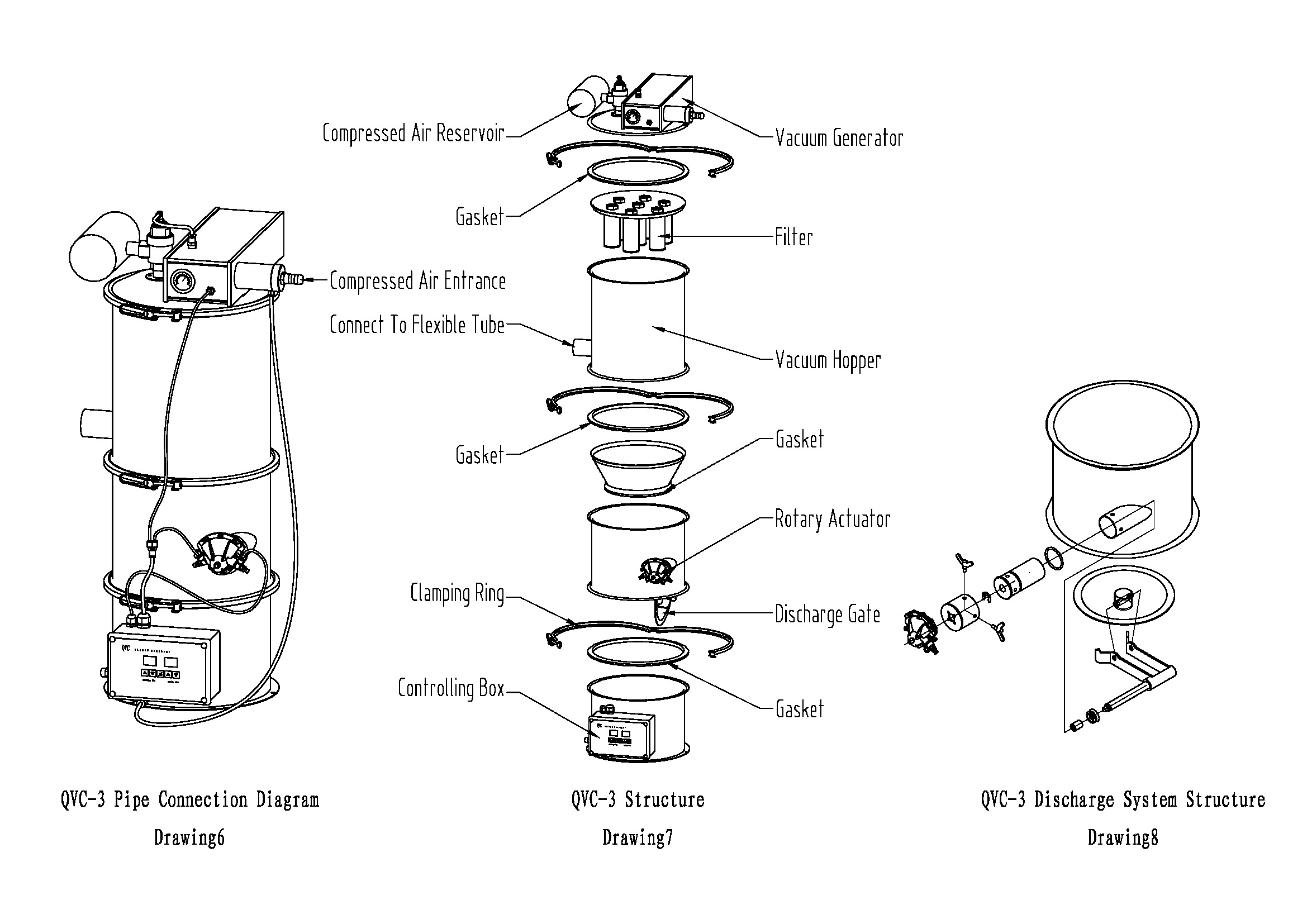
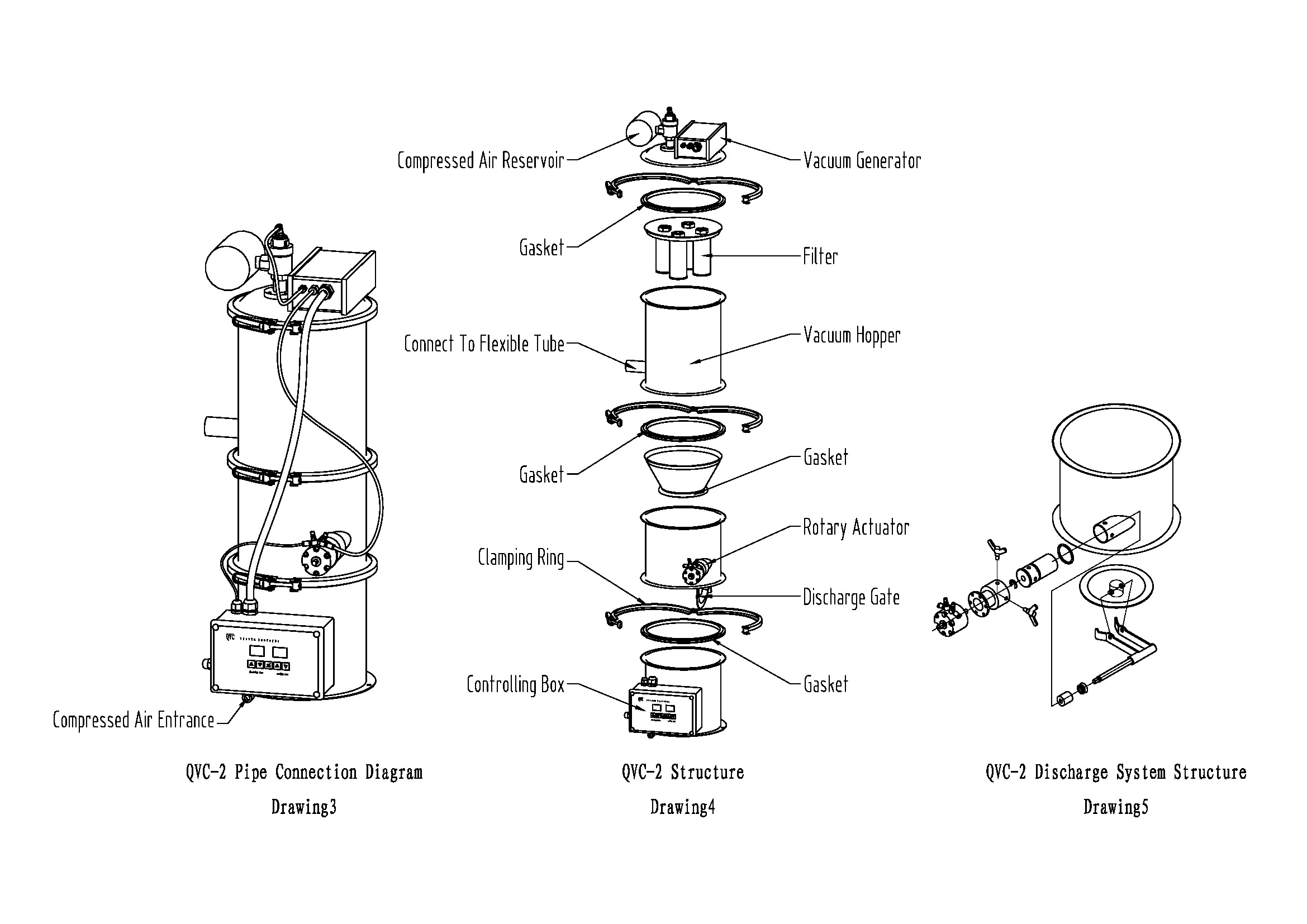
Kapag pinindot ang "ON/OFF" key, ang naka-compress na hangin ay pumapasok sa vacuum pump at ang paglabas ng hopper, na pinaandar ng pneumatic cylinder, ay sarado, ang vacuum ay naitatag sa hopper.Ang vacuum feeder ay bubuo ng air current sa ilalim ng vacuum.Pinapatakbo ng air current na ito, ang materyal ay pinapakain sa vacuum hopper sa pamamagitan ng hose.Pagkatapos ng isang yugto ng panahon (oras ng pagpapakain, adjustable) ang naka-compress na hangin ay pinutol, ang pneumatic vacuum pump ay hindi makabuo ng vacuum at ang paglabas ng hopper, na hinimok ng pneumatic cylinder, ay nagbubukas, ang vacuum sa vacuum feeder ay nawawala, at ang materyal ay awtomatikong pinalabas mula sa discharge papunta sa receiving machine (tulad ng tablet press at packing machine).Samantala, ang naka-compress na hangin na nakaimbak sa tangke ng hangin ay pumutok sa filter nang pabalik-balik upang gawing awtomatikong nalinis ang filter.Pagkatapos ng isang tagal ng panahon (oras ng paglabas, adjustable) ang naka-compress na hangin ay na-restart, ang pneumatic vacuum pump ay bumubuo ng vacuum, ang discharge ay sarado, ang vacuum feeder ay nagpapakain muli ng materyal, sa ganitong paraan ang feeder ay gumagana sa mga ikot upang ang materyal na pinapakain sa receiving machine ay tuluy-tuloy.
Para sa vacuum feeder na may kontrol sa antas ng materyal, ang awtomatikong pagpapakain ay isinasagawa gamit ang tipaklong ng makinang tumatanggap ng materyal sa pamamagitan ng kontrol sa antas ng materyal.Kapag ang materyal na antas ay mas mataas kaysa sa isang posisyon sa hopper ng materyal-receiving machine, ang vacuum feeder ay hihinto sa pagpapakain, ngunit kapag ang materyal na antas ay mas mababa kaysa sa isang posisyon sa hopper, ang vacuum feeder ay awtomatikong magsisimulang magpakain.At ang pagpapakain sa makinang tumatanggap ng materyal ay kaya nakumpleto.
Teknikal na Pagtutukoy
| Modelo | Dami ng Pagpapakain(kg/h) | Pagkonsumo ng hangin(L/min) | Presyon ng Supplied Air(Mpa) |
| QVC-1 | 350 | 180 | 0.5-0.6 |
| QVC-2 | 700 | 360 | 0.5-0.6 |
| QVC-3 | 1500 | 720 | 0.5-0.6 |
| QVC-4 | 3000 | 1440 | 0.5-0.6 |
| QVC-5 | 6000 | 2880 | 0.5-0.6 |
| QVC-6 | 9000 | 4320 | 0.5-0.6 |
①Ang naka-compress na hangin ay dapat na walang langis at walang tubig.
②Ang kapasidad ng pagpapakain ay natukoy na may 3 metrong distansya ng pagpapakain.
③Ang mga kapasidad ng pagpapakain ay ibang-iba sa iba't ibang materyales.
Pag-debug at Pag-install
1. Ayusin ang vacuum hopper sa hopper ng sheet press o packing machine (o iba pang makina) na may singsing.Kung sakaling ang vacuum hopper ay hindi direktang maiayos sa hopper ng materyal-receiving machine, maaaring gumawa ng suporta para sa pag-aayos ng vacuum hopper.
2. Ang control box ay isinasabit sa vacuum hopper kapag ang mga kalakal ay inihatid, maaari itong isabit sa anumang iba pang tamang lugar ayon sa mga kondisyon ng pagtatrabaho.
3. Koneksyon ng tubo para sa naka-compress na hangin.
A. Pagpili ng diameter ng pipe para sa pagpasok ng compressed air (tumutukoy sa silid ng pag-install ng makina):
Pumili ng 1/2″pipe para sa QVC-1,2,3;
Pumili ng 3/4″pipe para sa QVC-4,5,6;
Direktang gumamit ng φ10 PU pipe para sa QVC-1 vacuum feeder.
B. Ball valve o filter decompression valve ay dapat na naka-install sa posisyon kung saan napupunta ang compressed air pipe sa silid ng makina.
C. Para sa QVC-1, 2 vacuum feeder, ikonekta ang outlet ng filter decompression valve sa inlet connection ng compressed air sa ibabang bahagi ng control box.Ang laki ng compressed air pipe ay dapat na kapareho ng inlet connection ng compressed air sa ibabang bahagi ng control box.
D. Para sa QVC-3, 4, 5, 6 vacuum feeder, direktang ikonekta ang outlet ng filter decompression valve sa inlet connection ng vacuum generator.Ang laki ng compressed air pipe ay dapat na kapareho ng inlet connection ng compressed air sa vacuum generator.
E. Ikonekta ang compressed air pipe sa pagitan ng control box at vacuum generator ayon sa mga diagram 1 at 3.
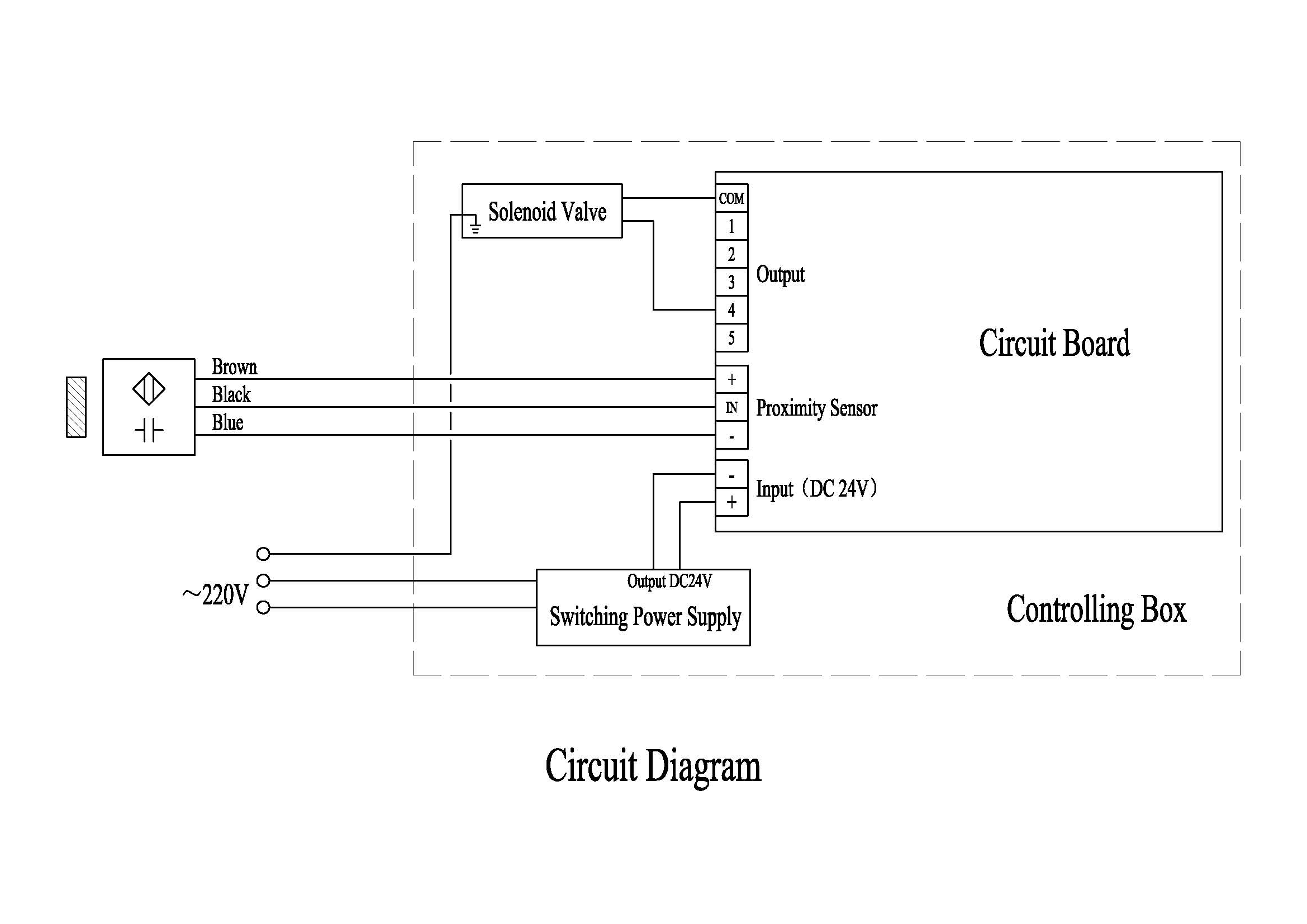
4.Isaksak ang AC 220V plug sa power socket, ang display ng oras sa control box ay naka-on ngayon, nangangahulugan ito na nakakonekta ang power sa system.Tandaan ang power cable ay dapat na 3-line.Ang control cabinet ay kailangang ma-grounded nang mapagkakatiwalaan upang maiwasang mapunta ang control chip dahil sa interference.Tingnan ang mga electrical schematic para sa wiring diagram para sa control box.
5.Touch key para sa pagtaas/pagbaba ng oras.Itakda ang oras ng pagpapakain sa 5—15 segundo at itakda ang oras ng paglabas sa 6—12 segundo.Para sa mga materyales sa pulbos, ang oras ng pagpapakain ay dapat itakda nang mas maikli at ang oras ng paglabas ay dapat na itakda nang mas mahaba, habang para sa mga materyales ng pellet ang oras ng pagpapakain ay dapat na mas mahaba at ang oras ng paglabas ay dapat na mas maikli.
6. Pindutin ang "ON/OFF" na key na naka-compress na hangin ay ipapakain sa vacuum generator, ang vacuum ay ginawa sa vacuum hopper at naisasakatuparan ang pagpapakain.
7. Sa oras na ito dapat mong bigyang-pansin ang presyon ng naka-compress na hangin.Ang presyon ng ibinibigay na hangin ay dapat na 0.5—0.6Mpa.Ang presyon ng ibinibigay na hangin ay tumutukoy sa presyon ng naka-compress na hangin sa system kapag gumagana ang vacuum generator, ibig sabihin, habang nagpapakain.Mayroong gauge sa vacuum generator para sa QVC-3, 4, 5, 6 at ang pagbabasa sa gauge ay dapat ituring bilang pamantayan.Ngunit para sa QVC-1, 2 walang gauge sa vacuum generator at ang gauge sa filter decompression valve ay dapat ituring bilang standard.Sa pag-debug, dapat mong bigyan ng espesyal na pansin na ang presyon ng ibinibigay na hangin na 0.5—0.6Mpa ay tumutukoy sa presyon ng hangin sa system habang nagpapakain.Sa panahon ng paglabas o sa standby ang presyon na ipinapakita sa gauge sa filter decompression valve ay dapat na 0.7—0.8Mpa.Maraming mga gumagamit, kapag nag-install sila ng mga feeder, madalas na itinatakda ang balbula ng decompression ng filter sa 0.6Mpa.Kung sa oras na ito ang vacuum generator ay nagsimulang gumana ang presyon ng system ay biglang bumaba sa 0.4Mpa, na nagreresulta sa pagkabigo sa pagpapakain o maikling kapasidad ng pagpapakain.Para sa malayuang pagpapakain o higit na kapasidad sa pagpapakain, ang presyon ng hangin sa system ay dapat umabot sa 0.6Mpa.
Pag-aayos ng Problema
Ang nabigong pagpapakain o maikling kapasidad ng pagpapakain ay nangyayari sa feeder suriin ang feeder ayon sa sumusunod na pamamaraan:
1. Kung ang presyon ng ibinibigay na hangin ay umabot sa 0.5—0.6Mpa.Ang presyon ng ibinibigay na hangin ay tumutukoy sa presyon ng hangin sa system kapag gumagana ang vacuum generator.
2. Kung ang discharge ay airtight.
A.Pagkatapos ng pangmatagalang operasyon, isang tiyak na makapal na pulbos ang idineposito sa discharge, na nagreresulta sa lax discharge at vacuum leakage.Pagkatapos ay dapat malinis ang discharge.
B.Pagkatapos ng pangmatagalang operasyon, ang gasket sa discharge ay napupuna, na nagreresulta sa lax discharge at vacuum leakage.Pagkatapos ay dapat mapalitan ang gasket.
C.Pagkatapos ng pangmatagalang operasyon, may mali sa bisa at stroke ng pneumatic cylinder.Pagkatapos ay dapat mapalitan ang silindro.
3.Na-block ang filter.Hipan ang filter gamit ang isang compressed air nozzle sa parehong pasulong at paatras na direksyon.Kung ang filter ay mapabilis ito ay na-unblock.Kung nakakaramdam ka ng na-suffocated na filter, ang filter ay naka-block at dapat palitan.O ilagay ang naka-block na filter sa ultrasonic cleaner sa loob ng 30 minuto para sa paglilinis.
4. Ang materyal na suction hose ay hinaharangan ng malaking pinagsama-samang materyal.Ito ay kadalasang nangyayari sa pasukan ng hindi kinakalawang na asero na materyal na suction nozzle o sa pasukan ng vacuum hopper.
5. Ang mga clamping ring ay hindi nakakabit sa pagitan ng pump head at hopper, sa pagitan ng mga seksyon ng hopper, na nagreresulta sa pagtagas ng system at nagdudulot ng nabigong pagpapakain o pagbaba ng kapasidad ng pagpapakain.
6.Mali ang reverse blowing system.Sa tuwing naglalabas ang feeder ng materyal, ang naka-compress na hangin sa tangke ng hangin ay hinihipan ang filter nang pabalik-balik upang matiyak na mayroong manipis na pulbos sa ibabaw ng filter.Kung nagkamali ang reverse blowing system, ang mas makapal na pulbos ay idineposito sa ibabaw ng filter, ang pagtaas ng resistensya ay ginagawang imposible ang pagpapakain sa vacuum feeder.Sa kasong ito ang reverse blowing system ay dapat mapalitan.
Paglilinis
Sa mga parmasya dahil sa iba't ibang uri at numero ng lot, ang mga vacuum feeder ay kailangang linisin nang madalas.Lubos naming isinaalang-alang ang pangangailangang ito ng mga user kapag nagdidisenyo kami ng mga pneumatic vacuum feeder.Para sa paglilinis, kailangan lang gawin ng user ang sumusunod:
1. Maluwag ang mga agraffe upang alisin ang pneumatic vacuum pump assembly.Ang pneumatic vacuum pump, tangke ng hangin at takip ay konektado bilang pinagsamang pagpupulong, na hindi kailangang linisin ng tubig.
2. Tanggalin ang filter assembly at hipan ang pulbos sa filter pipe na may naka-compress na hangin.Pagkatapos ay hugasan ito nang paulit-ulit na may mainit na tubig.Pagkatapos ng paghuhugas, pasabugin ang natitirang tubig sa dingding ng filter pipe na may naka-compress na hangin.Ngayon ang filter pipe ay dapat na napakabilis pagkatapos ng paulit-ulit na pamumulaklak.Kung naramdaman mong na-suffocate ang filter, nangangahulugan ito na mayroon pang natitirang tubig sa filter pipe wall.At kailangan mo itong pasabugin ng naka-compress na hangin, pagkatapos ay hayaan itong lumamig o patuyuin.
3. Maluwag ang mga clamping ring, tanggalin ang vacuum hopper at hugasan ang hopper gamit ang tubig.